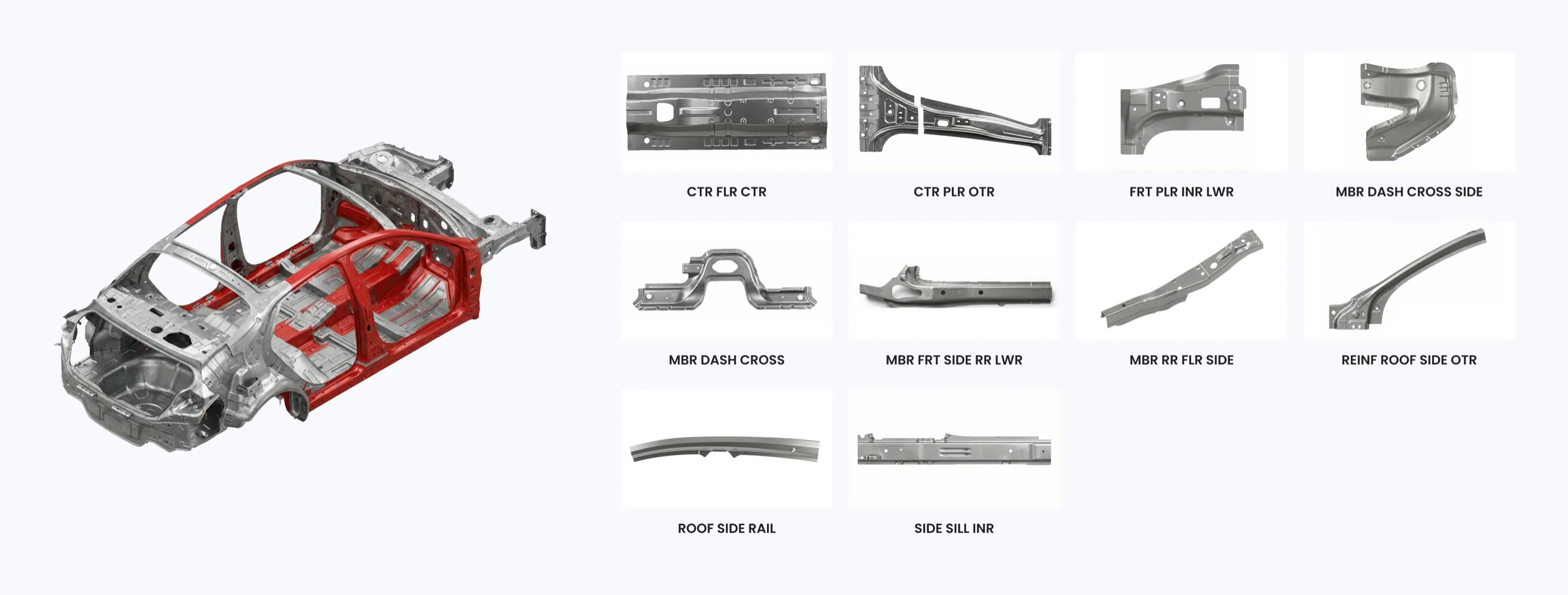
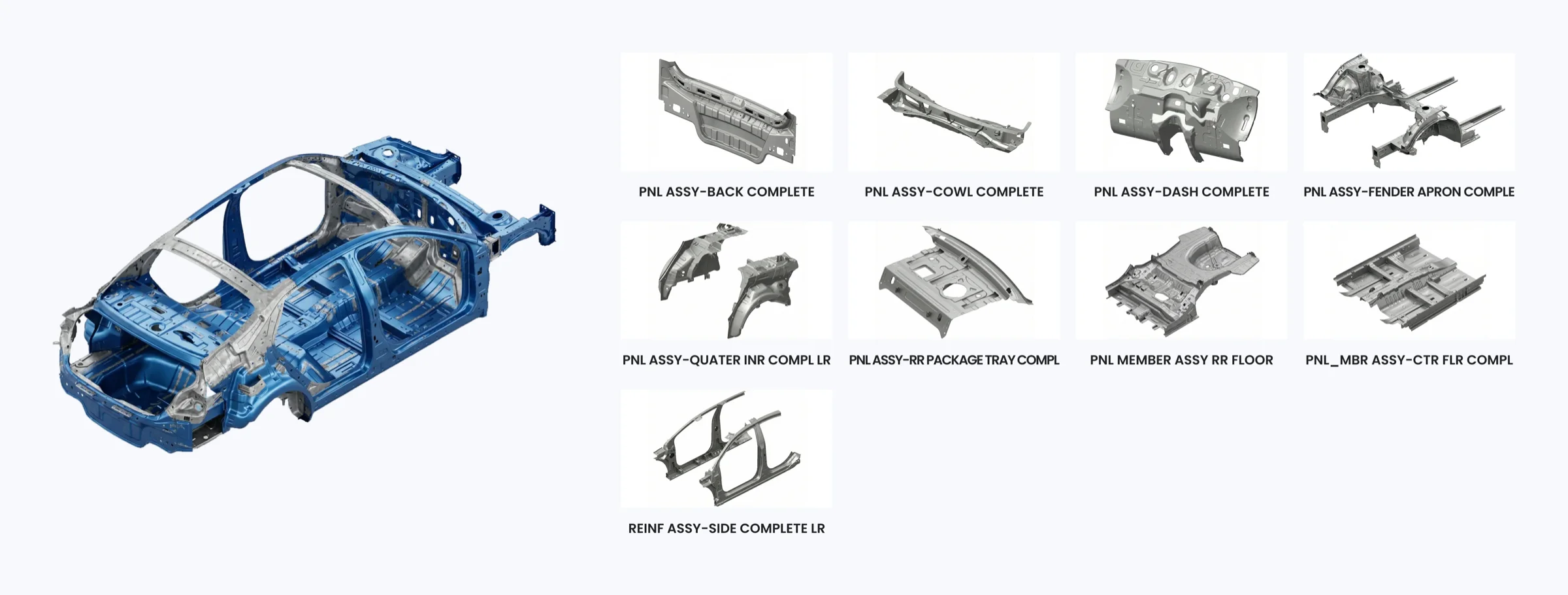
Technology
Integrated Die Manufacturing Process
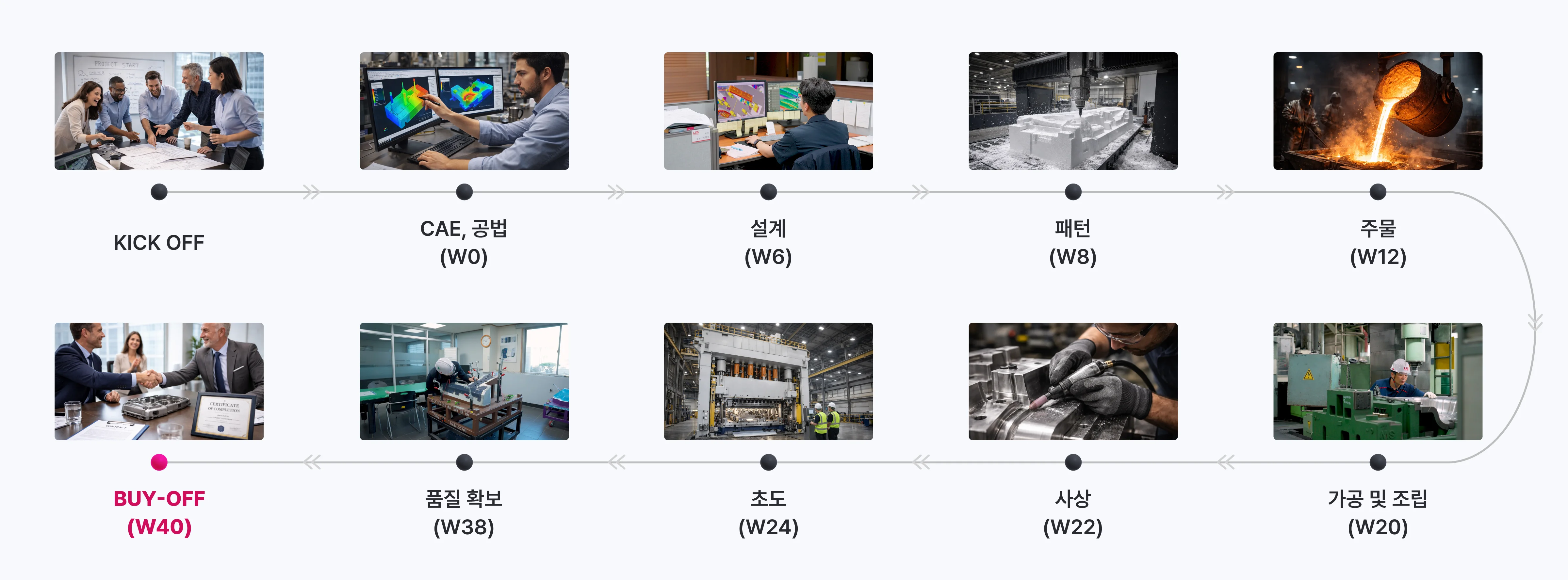
From CAE simulation to global delivery — a seamless 52-week development cycle
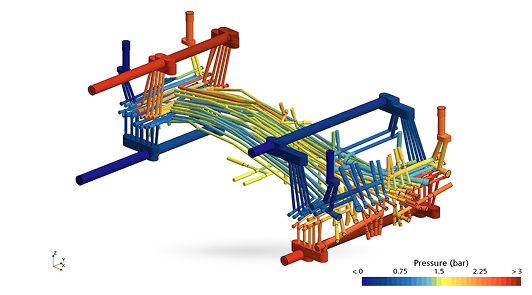
CAE Simulation
Forming analysis, springback prediction, die-face optimization using AutoForm & PAM-STAMP
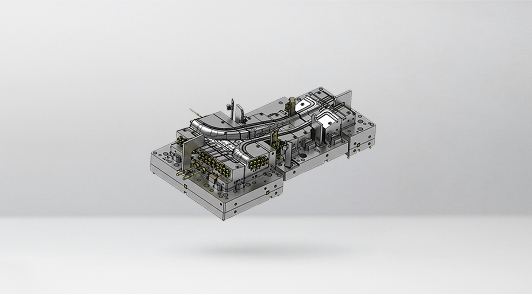
3D Die Design
Parametric 3D die structure design with CATIA V5 & Siemens NX
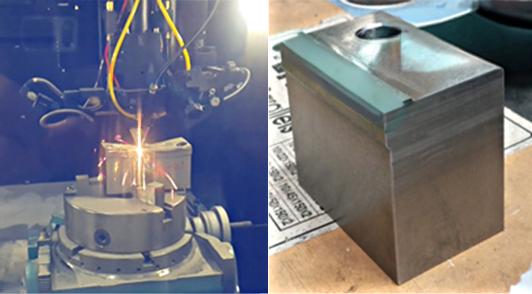
5-Axis CNC Machining
High-precision 5-axis machining of complex die surfaces and cooling channels
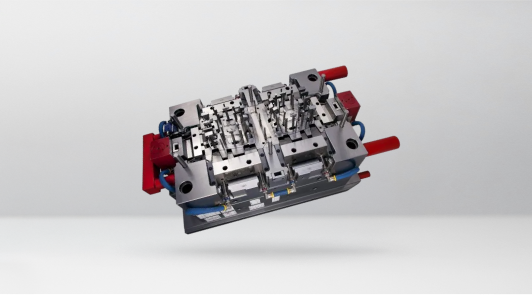
Assembly & Fitting
Die component assembly, surface polishing, and precision fitting
Try-Out & Tuning
In-house press tryout (200–1,000 ton), panel inspection, die tuning
Delivery & Support
Global shipping, on-site setup support, and long-term maintenance service
Technical Specifications
| Item | Specification |
|---|---|
| Die Material | SKD11, STD61, FCD600 |
| Sheet Material | Boron Steel (22MnB5), AHSS, Mild Steel, Aluminum |
| Max Tensile Strength | 1,500 MPa (Hot Stamping) |
| Dimensional Accuracy | ±0.1 mm |
| Die Weight Range | 500 kg ~ 40 ton |
| Press Capacity | 200 ~ 1,000 ton (Try-out) |
| CAE Tools | AutoForm, PAM-STAMP |
| CAD Tools | CATIA V5, Siemens NX |
| QC Equipment | 3D CMM, Optical Scanner |
| Lead Time | ~52 weeks (full die set) |
Core R&D Capabilities
Integrated research capabilities from analysis to validation
Hot Stamping Technology
Proprietary research in thermal management, cooling channel optimization, and boron steel forming. Our hot stamping dies achieve 1,500MPa+ tensile strength — enabling up to 40% weight reduction* while exceeding crash safety standards.
- Cooling Channel: Proprietary conformal design
- Temperature Control: ±5°C uniformity
- Cycle Time: Optimized for mass production
CAE & Digital Engineering
Advanced simulation-driven development eliminates physical prototyping risks. Forming analysis, springback prediction, and die-face optimization are completed digitally before any metal is cut.
- AutoForm, PAM-STAMP
- Springback compensation analysis
- Digital Twin verification
Precision QC & Measurement
3D CMM inspection, optical 3D scanning, and surface roughness analysis ensure every die meets micrometer-level tolerances. Our quality system covers the full lifecycle from first article to mass production.
- Accuracy: ±0.1mm
- 3D Optical Scanning System
- IATF 16949 Quality System

Proven Results
Performance metrics backed by real-world production data
Interested in Our Technology?
Explore our patents and certifications, or contact us to discuss your project.